Wellube’s End-to-End Asset Integrity Management Solutions
Innovation and adaptability are crucial for providing successful asset integrity management solutions. Wellube’s end-to-end turnkey solutions reduce clients’ dependence on multiple vendors, ensuring a more coherent and controlled service flow. Turnkey solutions offer a more efficient, cost-effective, and streamlined approach to managing complex projects ensuring reliability and high-quality outcomes. Key Benefits for clients include:
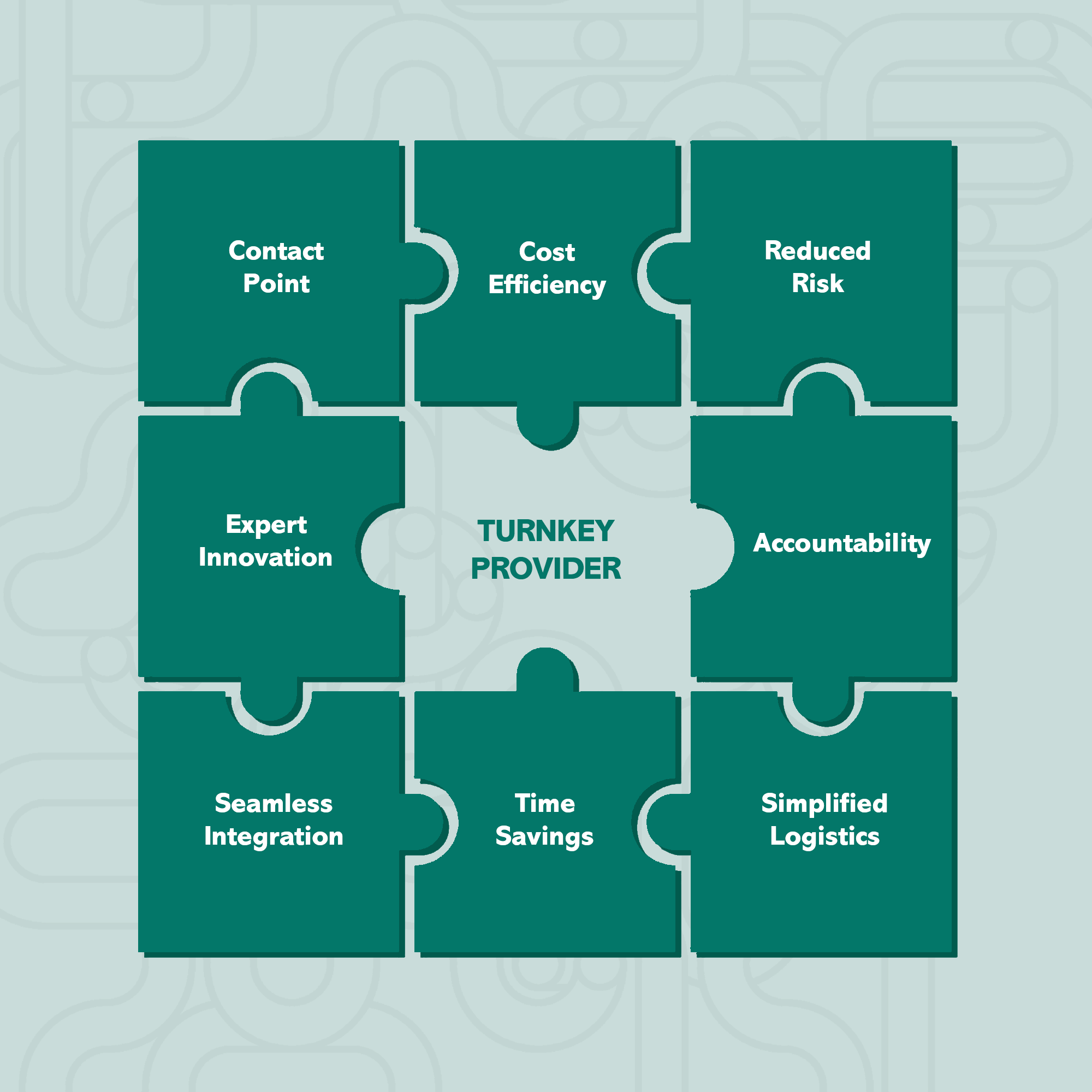
- Single Point of Contact: Clients deal with one service provider for the entire project, simplifying communication and coordination.
- Reduced Risk: With one company responsible for the entire project, the risk of miscommunication and delays are minimized.
- Cost Efficiency: Turnkey solutions often result in cost savings due to streamlined processes and reduced overhead from managing multiple vendors.
- Time Savings: Projects are completed faster as the provider can efficiently manage and integrate all phases, from design to implementation.
- Accountability: The turnkey provider is wholly accountable for the project’s success, ensuring higher quality and adherence to timelines.
- Expertise and Innovation: Clients benefit from the provider’s specialized knowledge and innovative solutions tailored to the industry’s needs.
- Seamless Integration: All components of the project are designed to work together seamlessly, enhancing operational efficiency and performance.
- Simplified Logistics: Managing procurement, installation, and commissioning through one provider reduces the complexity and logistical challenges.
Here’s an example from one of our recent projects where we highlight how Wellube handles the project from end to end.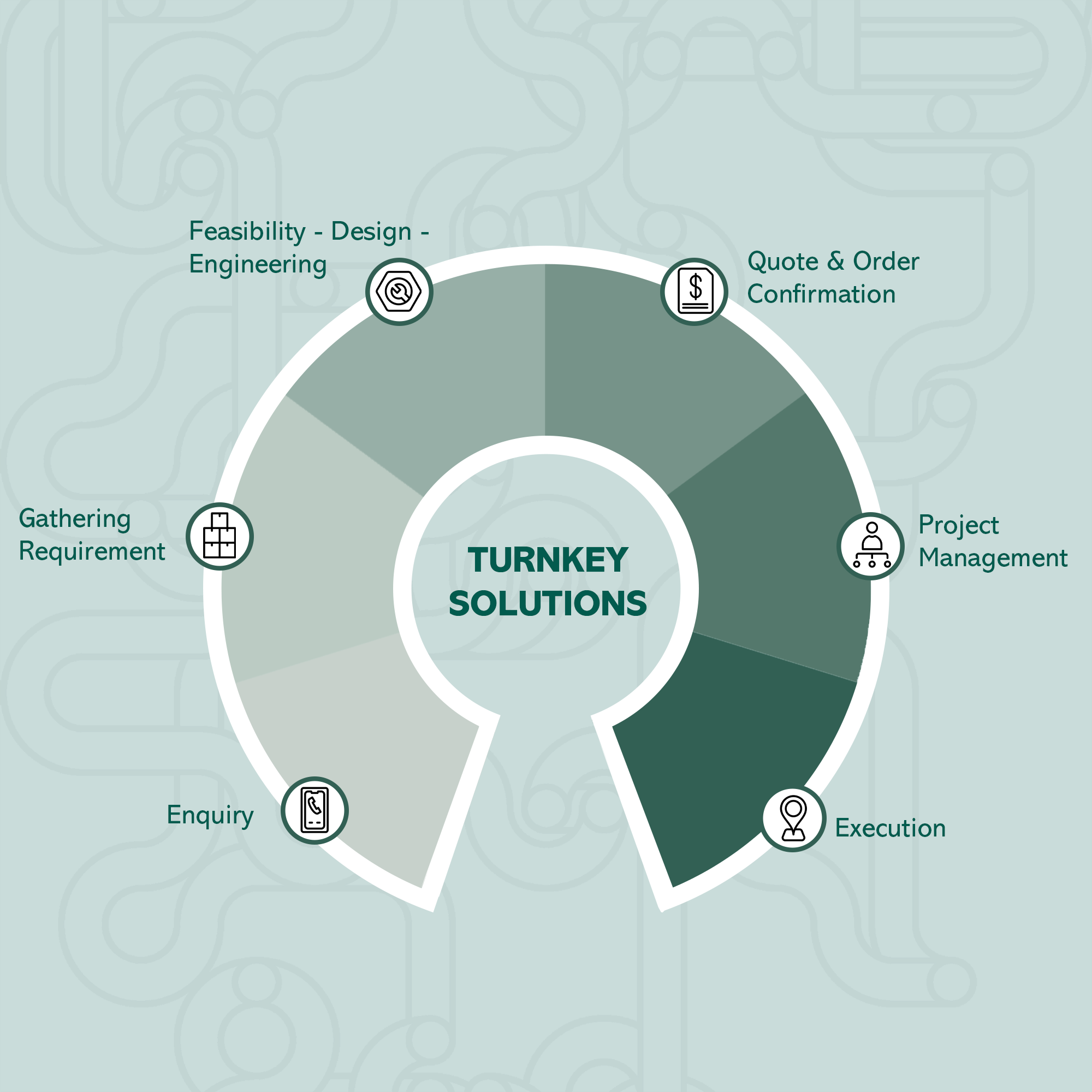
Stage 1: Enquiry Stage
One of the biggest refineries found us via referral from an existing client (An asset owner within the energy sector) and sent us an enquiry with their requirements.
Stage 2: Gathering Requirements
The client had an urgent requirement to connect a newly built flare stack – one of the largest in the country – to an existing pipeline. This project involved connecting two 52” inch (DN1300) pipelines, 15 metres above ground, and carrying Hydrogen Sulphide (H2S) gas, a hazardous chemical.
Stage 3: Feasibility – Design – Engineering
The requirements were clear but complex: a 52” connection from the 52” mainline, positioned horizontally at 15 meters above ground. Adding to the challenge was a stringent timeline for commissioning the new flare unit. The flow within the pipeline was stagnant, and the hazardous chemicals posed significant risks during the in-service welding process.
Our engineers did a feasibility study, design research and engineered a suitable solution. Engineering the solution was no small feat. The lack of clearance for horizontal hot tapping required innovative thinking and precise planning. Multiple site visits were conducted to assess feasibility and develop an approach for crane mounting and the erection of scaffolding. This meticulous groundwork ensured that the hot tapping could be performed without a hitch, despite the challenging conditions.
Stage 4: A Complete Integrated Offer to the Client
We offered a comprehensive package that included the design and supply of a 52×52” Split Tee Fitting. Followed by in-service welding at the site, accommodating the stagnant flow condition, and executing a horizontal hot tapping.
Further, our design team meticulously crafted a solution that not only met but exceeded the client’s expectations, ensuring both efficiency and safety.
Stage 5: Green Signal from the Client
The client impressed with the solution being offered accepted our offer, giving us the green signal to proceed with execution.
Stage 6: Project Management
Our experienced Project and Operations leads managed the project effectively across the different phases while having complete transparency and clear communication with the client. A fully custom 52×52” Split Tee Fitting was made in-house. At the same time, our engineers dived deep into the design and engineering solution provided earlier with further analysis and testing. The Hot Tap Engineers and Workshop Technician Team played a crucial role in preparing, testing, and managing logistics to ensure the necessary equipment reach the site on time.
The planning & preparation phase is a collaborative effort involving various experts. Before execution, a comprehensive safety meeting was conducted with the entire team, including in-service welders and hot tap engineers. Their collective expertise and attention to detail laid a solid foundation for the successful execution of the project.
Stage 7: The Execution
On the day of the scheduled work, precision and preparedness were key. Every safety compliance measure was met before starting the hot tap activity. Given the urgency and the complexity of a horizontal hot tap, the team worked around the clock. Machine installation, pressure testing, and the hot tapping were all completed within a single day—a testament to Wellube’s efficiency and dedication.
Despite the inherent difficulties, the tapping was completed in just 8 hours. The project not only met the client’s urgent timeline but also ensured the highest standards of safety and quality. This remarkable achievement underscores Wellube’s capability to deliver under pressure, transforming challenges into seamless solutions.
The above reference summarizes our key events from a recent project. Different requirements may entail different processes but our commitment to you will remain strong and unwavering. From the initial contact to the final execution, every stage will be handled with precision, expertise, and an unwavering commitment to excellence. With Wellube, you’re not just getting a service provider—you’re partnering with a team that’s dedicated to your success. Leverage our 20+ years of experience to manage your assets, every day – Contact Us